Чугун это сплав железа с углеродом, который характеризуется низкой пластичностью, низкой прочностью, низкой твердостью и является весьма хрупким материалом. Однако он обладает хорошими технологическими свойствами и часто используется для изготовления различных корпусных деталей. В зависимости от состава и количества легирующих элементов и способа термообработки различают серый чугун, белый чугун, легированный чугун, ковкий чугун, чугун с шаровидным графитом.
Успешная сварка чугуна, главным образом, зависит от влияния следующих факторов, воздействие которых следует ограничивать: напряжений, возникающих при охлаждении; сложной формы свариваемой детали; упрочнения в зоне термического влияния; восстановления углерода из основного металла; пропитки чугуна маслом.
В последнее время большее распространение получила, так называемая, холодная дуговая сварка чугуна, которая осуществляется при комнатной температуре. Сварка ведётся с использованием электродов на никелевой или железно-никелевой основе, среди которых широкой популярностью пользуются электроды производства шведской фирмы ESAB марок ОК 92.18 и ОК 92.58.
 При
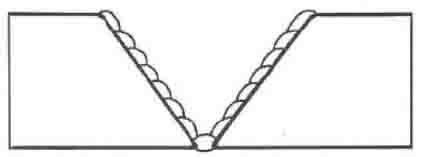
выполнении холодной сварки чугуна часто используют технику армирования
кромок. Это значит, что на одну или обе поверхности кромок свариваемых
деталей наплавляют поверхностное покрытие перед заполнением всей
разделки. Это позволяет устранить метал- лургические и механические
проблемы, возникающие при сварке чугуна. Сварку с плакированием кромок
используют, прежде всего, при многопроходной сварке, сварке чугуна с
другими металлами и восстановлении больших поверхностных дефектов.
При
выполнении холодной сварки чугуна часто используют технику армирования
кромок. Это значит, что на одну или обе поверхности кромок свариваемых
деталей наплавляют поверхностное покрытие перед заполнением всей
разделки. Это позволяет устранить метал- лургические и механические
проблемы, возникающие при сварке чугуна. Сварку с плакированием кромок
используют, прежде всего, при многопроходной сварке, сварке чугуна с
другими металлами и восстановлении больших поверхностных дефектов.
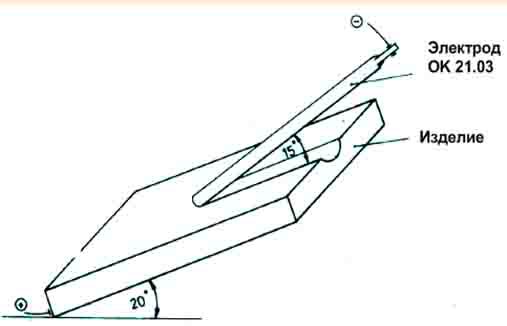 Ремонтируемое
чугунное изделие очень часто бывает пропитано маслом. Растворителями
это масло не убирается, т.к. оно впитывается в графит. Выжечь масло
можно нагревом изделия до температуры ~500°С, что не всегда возможно.
Решением данной проблемы может служить разделка стыка под сварку
электродом для строжки ОК 21.03,
который создает наиболее оптимальную для чугуна форму разделки с одной
стороны, а с другой выжигает из свариваемых кромок масло.
Ремонтируемое
чугунное изделие очень часто бывает пропитано маслом. Растворителями
это масло не убирается, т.к. оно впитывается в графит. Выжечь масло
можно нагревом изделия до температуры ~500°С, что не всегда возможно.
Решением данной проблемы может служить разделка стыка под сварку
электродом для строжки ОК 21.03,
который создает наиболее оптимальную для чугуна форму разделки с одной
стороны, а с другой выжигает из свариваемых кромок масло.
- сварку необходимо выполнять короткими продольными швами длиной 20-30 мм;
- использовать разделочные электроды для подготовки кромок;
- сварку вести на низких сварочных токах;
- сварку проводить на постоянном токе прямой полярности (минус на электроде), что позволит снизить перемешивание основного металла, это бывает особенно необходимо при сварке серого чугуна электродами их чистого никеля;
- температура детали в процессе сварки не должна превышать 100С;
- применять обратноступенчатый способ наложения швов;
- проковывать поверхность шва сразу после его наложения.
Электроды OK 92.18 используются для сварки чугунов всех типов. Металл шва получается пластичным и очень легко поддается механической обработке. Рекомендуется для исправления поверхностных дефектов, сварки и там, где сварные швы должны иметь твердость около 150 НВ. Сварка должна выполняться не более чем за два прохода. Часто для заполнения разделки многопроходных швов используются электроды OK 92.58, а электроды OK 92.18 применяются для нанесения армирующих слоев металла.
Электроды OK 92.58 также используются для холодной сварки всех типов чугуна, в особенности для сварки чугуна с шаровидным графитом, обладающим высокой прочностью. Они рекомендуются для выполнения сварки швов, твердость которых должна быть не более 250 НВ.
Вернуться назад